

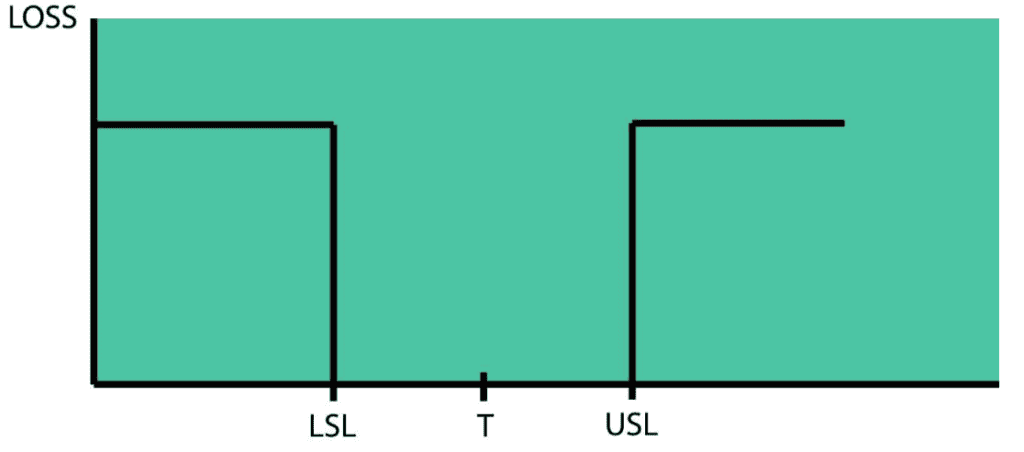
- "Dobry" w ramach specyfikacji produktu
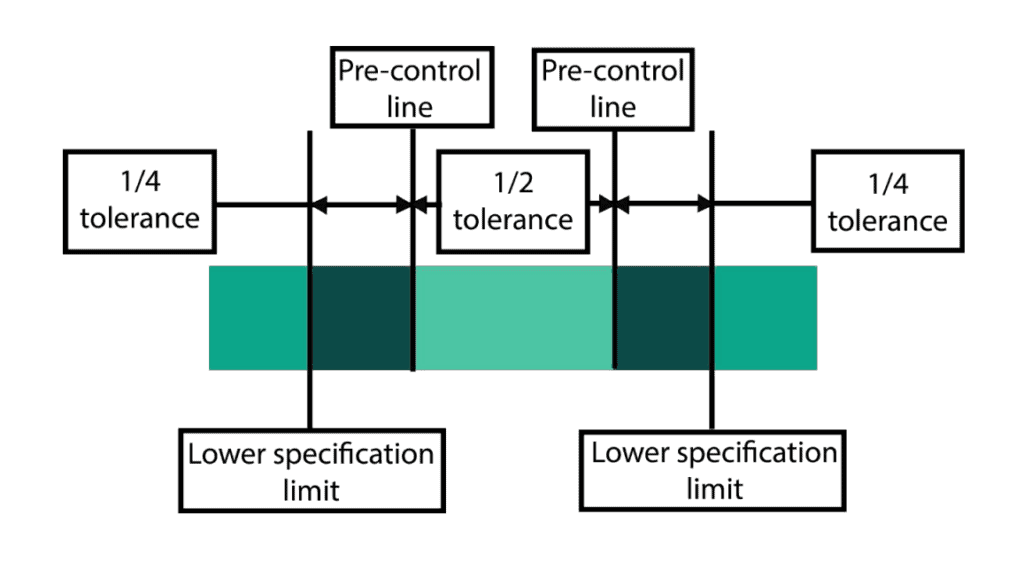
- Przykład wykresu kontroli wstępnej
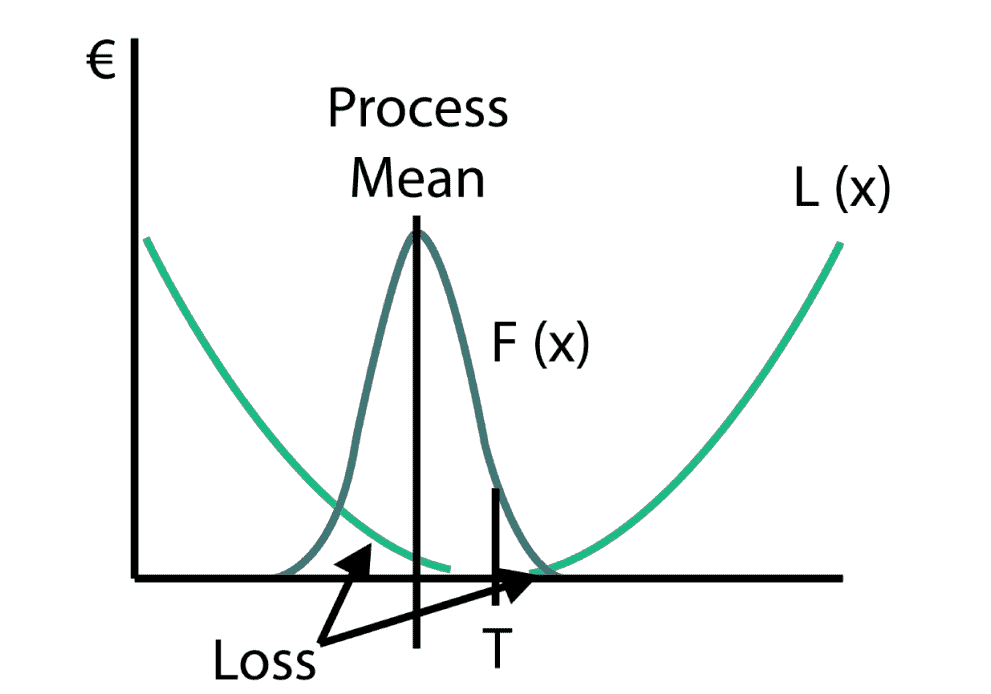
- Funkcja straty Taguchi
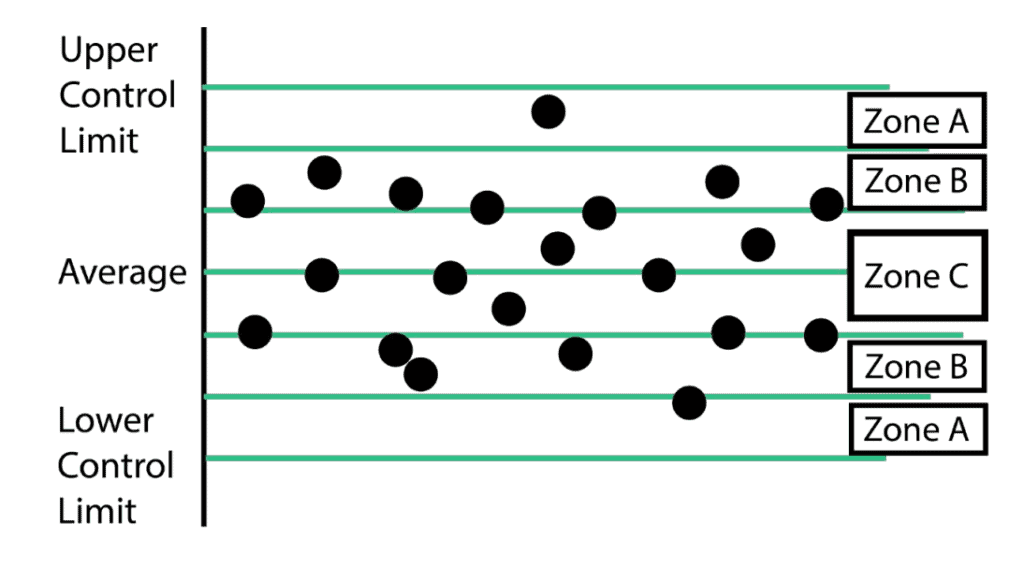
- Przykład wykresu kontrolnego
Wykresy przedkontrolne
Istnieją 2 podstawowe różnice filozoficzne pomiędzy zwolennikami i przeciwnikami wykresów przedkontrolnych. Zwolennicy kontroli wstępnej uważają, że każdy produkt mieszczący się w specyfikacji jest dobry. Wszystkie wyniki są uważane za „dobre” lub „złe”, a linia podziału jest ostrym urwiskiem. Część, która ledwo spełnia specyfikację, jest tak samo dobra, jak część, która jest idealnie wyśrodkowana na wartości docelowej (T). Wytwarzanie produktu o parametrach niższych niż limity specyfikacji jest postrzegane jako niepotrzebny wydatek.
Technika ta jest ukierunkowana na głos klienta, ponieważ limity kontroli wstępnej są oparte na górnych i dolnych limitach specyfikacji (USL i LSL). Limity te są wybierane w taki sposób, aby twardy limit zatrzymania wykresów kontroli wstępnej znajdował się na poziomie specyfikacji klienta, a limity ostrożności na poziomie ±50% specyfikacji (patrz rysunek 2).
Aby skonfigurować zdolność procesu, pięć kolejnych jednostek musi znajdować się pomiędzy limitami wstępnej kontroli w zielonym obszarze. Po spełnieniu tego warunku dwie kolejne jednostki są okresowo próbkowane. Jeśli obie jednostki znajdą się w zielonej strefie, należy kontynuować produkcję. Jeśli jedna jednostka znajdzie się w zielonej strefie, a druga w żółtej, należy kontynuować produkcję. Jeśli obie jednostki znajdą się w żółtej strefie, należy zatrzymać i dostosować proces. Jeśli jedna jednostka znajdzie się w czerwonej strefie, zatrzymaj i dostosuj proces. Aby wznowić normalną produkcję, pięć jednostek z rzędu musi znajdować się w zielonej strefie. Częstotliwość próbkowania jest określana przez podzielenie odstępu między zatrzymaniami przez sześć.
Wykresy kontrolne
Filozofia wykresu kontrolnego(funkcja straty Taguchi) mówi, że gdy parametr (x) zmienia się w stosunku do celu (T), nastąpi strata [L(x)] dla społeczeństwa. W związku z tym część wyprodukowana zgodnie z celem jest bardziej wartościowa niż część wyprodukowana zgodnie z limitami specyfikacji. Wynika to z faktu, że w całym strumieniu wartości należy zapewnić tolerancję na odchylenia od wartości docelowej. Zwiększa to koszty na kolejnych etapach strumienia wartości. (Patrz rysunek 3.)
Limity kontroli są wybierane tak, aby nie marnować czasu na szukanie niepotrzebnych problemów. Praktycznym celem jest podejmowanie działań tylko wtedy, gdy jest to konieczne. Limity kontrolne są obliczane poprzez oszacowanie odchylenia standardowego danych próbki dostosowanego do wielkości próbki i pomnożenie tej liczby przez trzy. Liczba ta jest następnie dodawana do średniej dla górnego limitu kontrolnego i odejmowana od średniej dla dolnego limitu kontrolnego. Testy wykresów kontrolnych mają na celu oznaczenie punktów, które nie zachowują się „normalnie” (tj. wykazują szczególne odchylenia przyczynowe).
Wykres kontrolny koncentruje się na zmienności wynikającej z samego procesu. Limity kontrolne są opracowywane na podstawie danych procesowych i nie są powiązane z limitami specyfikacji. Jest to powszechnie określane jako głos procesu (VOP), ponieważ proces dostarcza informacji o sobie.
Porównanie wykresów kontrolnych i przedkontrolnych
Kontrola wstępna działa zgodnie ze specyfikacją klienta, głosem klienta. Wykresy kontrolne mierzą zmienność procesu lub VOP. Wykresy przedkontrolne mają ograniczone zastosowanie jako narzędzie doskonalenia, nie wykrywają zmian, dryfów i trendów ze statystyczną pewnością, tak jak robią to wykresy kontrolne lub wykresy przebiegu. Zobacz podstawowe porównanie między nimi w poniższej tabeli:
Wnioski
Wykresy kontroli wstępnej są pomocnym narzędziem, gdy są używane po przezbrojeniu. Mogą one pomóc w zgrubnym wyśrodkowaniu procesu do momentu uzyskania wartości wystarczających do obliczenia limitów kontrolnych i przywrócenia zdolności. W tym celu sugeruje się nieznaczną modyfikację zasad: „Jeśli…, zatrzymaj i dostosuj proces” należy zmienić na „Jeśli …., zatrzymaj i zbadaj proces”. Korzystając z tego nieznacznie zmodyfikowanego wykresu przedkontrolnego jako części procedury przezbrojenia, można chronić klienta do czasu ustanowienia stabilności, kontroli i zdolności.
Pobierz nasz e-book
Pobierz nasz bezpłatny e-book, aby dowiedzieć się, jak GQ Interim może przekształcić Twoją firmę dzięki specjalistycznym rozwiązaniom w zakresie przywództwa!
Jesteś zainteresowany interim expert?
Odkryj, jak zarządzanie interim może radykalnie zwiększyć wydajność Twojej firmy. Skontaktuj się z naszym zespołem, aby dowiedzieć się, w jaki sposób współpraca z GQ Interim usprawni działanie Twojej firmy.
- Rozpocznij pracę w ciągu kilku dni
- Baza danych ponad 10 000 konsultantów
- Rozwiązywanie kluczowych problemów biznesowych
- Rozwiązania dostosowane do potrzeb biznesowych
- Sprawdzone wyniki o wymiernym wpływie
Powiązane artykuły

- Przykład zrównoważonej karty wyników pokazuje, w jaki sposób organizacje mogą mierzyć więcej niż tylko wyniki finansowe. Opracowana przez Roberta Kaplana i Davida Nortona zrównoważona karta wyników śledzi cele w zakresie finansów, klientów, procesów wewnętrznych oraz nauki i rozwoju. Dostosowując te perspektywy, zapewnia, że codzienne operacje wspierają długoterminową strategię i zrównoważony wzrost.

- Teoria Ograniczeń (Theory of Constraints - TOC) to ustrukturyzowane podejście do poprawy wydajności organizacyjnej poprzez skupienie się na pojedynczym, najbardziej ograniczającym czynniku - ograniczeniu. Niezależnie od tego, czy jest to wąskie gardło produkcyjne, popyt rynkowy czy luka w konwersji sprzedaży, TOC odpowiada na trzy podstawowe pytania - co zmienić, co zmienić i jak spowodować zmianę - i napędza ciągłe doskonalenie poprzez pięć zdyscyplinowanych kroków: identyfikacja, wykorzystanie, podporządkowanie, podniesienie i powtórzenie.
- Kontrola jakości oprogramowania gwarantuje, że oprogramowanie konsekwentnie spełnia potrzeby interesariuszy poprzez zapobieganie defektom i sprawdzanie, czy produkty są zgodne ze zdefiniowanymi atrybutami jakości (np. niezawodność, bezpieczeństwo, wydajność). Połączenie praktyk zarządzania defektami z opartymi na standardach modelami jakości, takimi jak ISO/IEC 25010, pomaga zespołom planować, mierzyć i stale poprawiać jakość w całym cyklu życia.

- W naszej pracy bardzo często spotykamy się z wieloma symbolami i skrótami np. FMEA, PPAP, CC, SC itp. Kiedy przeprowadzałem swój pierwszy audyt wewnętrzny w pracy, musiałem również sprawdzić wdrożenie oznaczenia CE. Wcześniej sprawdziłem, co to jest oznakowanie CE, aby nie być całkowicie zagubionym w tym obszarze. Więc co to jest i jak jest używane?
